Quality Control
Metro Boiler has a staff of certified individuals that provide quality Nondestructive testing inspections that are required by ASME code. We have full-time NDE level III and multiple level II technicians that are certified to SNT-TC-1A.
Penetrant Testing (PT)
Our most popular inspection is PT testing due to its low cost and its effectiveness. Most of our customers request this method because it is highly sensitive to small surface flaws and discontinuities. With PT testing, we can discover common and uncommon discontinuities open to the material’s surface. Most PT testing performed at Metro is to look for weld defects after welding.

Pictured above is some PT Testing we performed on the bends of some weld overlay tubing to assure no cracking was created after bending.
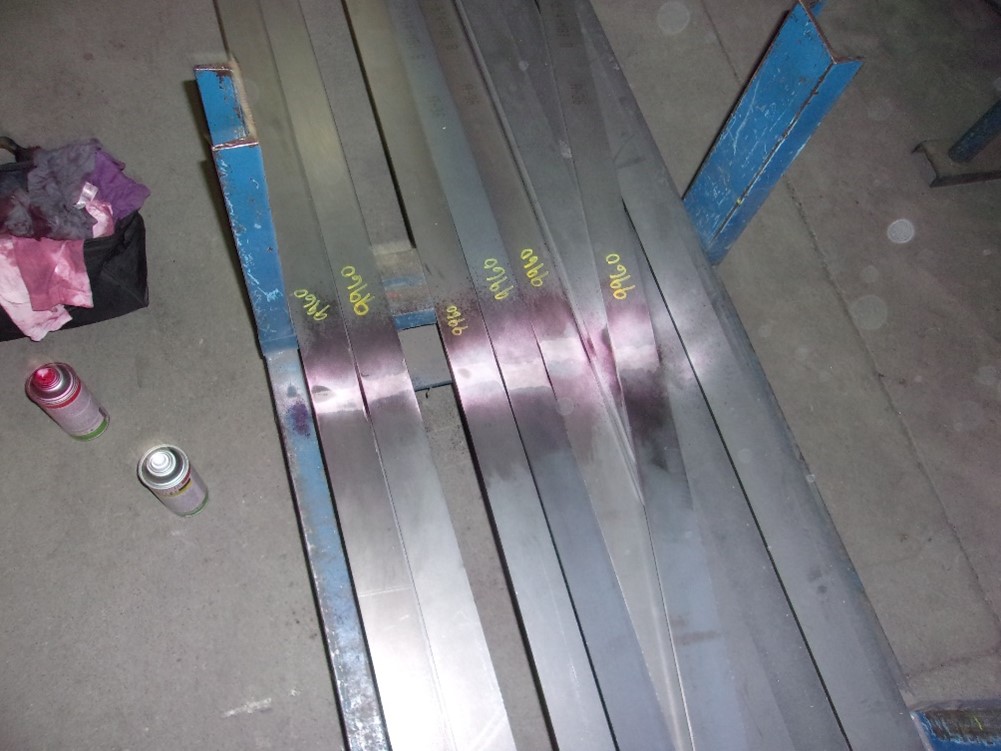
Pictured above is some PT Testing performed on some bar splices to assure no defects are in the weld after adding length to membrane bar.

Pictured above is PT Testing being performed on a weld overlay partial boiler panel.
Reporting
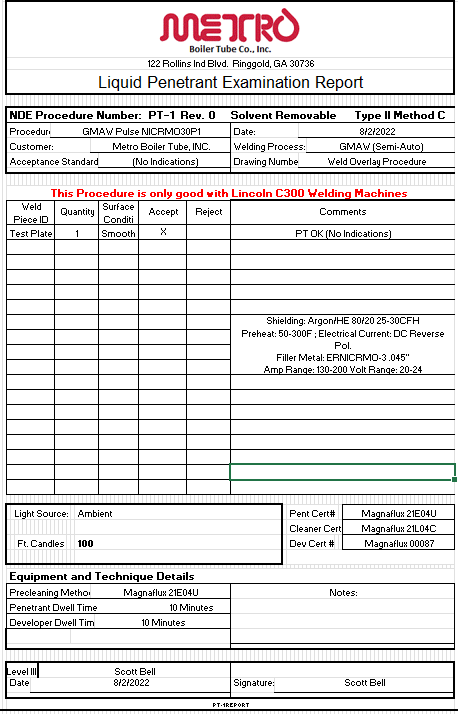
Our clients will be provided with a thorough NDE report for all NDE performed at Metro Boiler.
Magnetic Particle Testing (MT)
Magnetic Particle Testing Inspection (MT) is a versatile and cost-effective nondestructive testing method that offers precise results with a short turnaround time. When a ferromagnetic material is magnetized, any present defects cause the magnetic Flux to leak. We then apply ferrous particles that help identify discontinuities as well as their characteristics. We have the capability to perform Wet Fluorescent and Dry Powder MT Inspections, which both have their own benefits.


Radiography Service (X-ray)
All the X-ray performed at Meto Boiler is currently subcontracted through Eagle Testing Company which has several professional Technicians certified to SNT-TC-1A. Their level II Technicians perform the X-ray and read the Film to determine if acceptable/rejectable by ASME code. They have a record of producing top quality film with detailed reporting. Our in-House NDE Level III also reviews all X-ray film and reports to make sure the information in the reports is correct and to ensure that the Film is in code.
Heat Treatment services
Metro Boiler offers Heat Treatment services as required by the ASME Code. Post-Weld Heat Treatment (PWHT) is designed to achieve a desired improvement in the characteristics of a material or to regain characteristics that may have been affected by welding, bending or forming activities.

Heat Treating is the controlled heating and cooling of metals to alter their physical and mechanical properties without affecting the product’s shape. Noted benefits to this treatment are increasing the strength of the material or achieving certain ease of manufacturing objectives such as improved machinability, formability, or restoring ductility after a cold working operation. In addition to the manufacturing benefits, many industries may rely on this process for better product performance due to increased strength and other desirable material property characteristics.
Benefits of preheating:
The main reason for preheating is to reduce the cooling rate of the base metal and deposited weld metal to avoid formation of detrimental phases.
Benefits of Post Weld Heat Treatment (PWHT)
One of the primary benefits of PWHT is to relieve the affected material’s residual tresses and to reduce the danger of cracking in the weld. PWHT is a critical step in maximizing the life of new or process equipment. PWHT tempers the metal and reduces residual stresses, minimizing the risk of stress and corrosion cracking, brittle fracture, stress and corrosion cracking, and reducing the risk of potential fatigue cracking.

Metro Boilers equipment uses 480-volt three phase power to supply 6 circuits of 85 volt to power electric resistance heating pads.
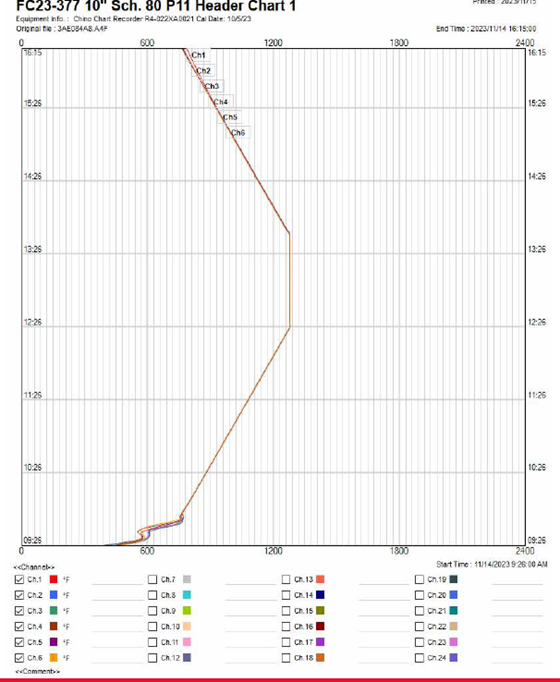
Recording
Our clients receive a digital time and temperature chart for all heat treatment performed at metro boiler along with a sketch of the thermocouple locations.