
Boiler Tube Swaging
Metro Boiler Tube Co., Inc currently has the ability to provide boiler tube swaging in house with our two Mitchell Swagers. These swagers have the ability to control and maintain the finished wall thickness with the application of one of our many inverse draw mandrels.
-
Capabilities
- Tube Blasting
- Tube Swaging
- Tube Bending
- Boiler Membrane Panels
- Assemblies
- Engineering
-
NDE / Quality Control
- Penetrant Testing (PT)
- Magnetic Particle Testing (MT)
- Radiography Service (X-ray)
- Solution Annealing
To learn more about our Mechanical Fabrication Capabilities Click Here

Metro Boiler Tube Co., Inc currently has the ability to provide boiler tube swaging in house with our two Mitchell Swagers. These swagers have the ability to control and maintain the finished wall thickness with the application of one of our many inverse draw mandrels.
Contact Us

The Swaging Process
Tube Swaging is a fabrication process where a tube or pipe end is forced through a die or series of dies with hydraulics to increase or decrease the OD (Outside Diameter) of the tubing or pipe. This Process is a "cold" without the use of heat. This process compacts the material causing work hardening making a heat treating / annealing process necessary to meet the material specifications. The swaging process will also cause the wall thickness to increase effectively decreasing the ID (inside diameter) of the tube / Pipe. When The wall thickness and/or ID (Inside Diameter) of the tube is critical such as when you must purchase tooling for rolling the tube ends into a drum an Inverse draw mandrel can be used to maintain the ID of the Tube / Pipe. Inverse draw mandrels provide a smooth and consistent ID and wall thickness.
Swage Tube Annealing
Metro Boiler Tube Co., Inc has the ability at our Ringgold, GA facility to anneal your swaged boiler tube ends per ASME Code or your specialized requirements with our in house heat induction system.

Anealling Proceedure
When swaged ends require heat treatment to satisfy ASME / Customer requirements the swaged area and the transition of the swage will be given appropriate heat treatment using an induction heating furnace with temperatures as follows:
- P1 1,600° F - 2,100° F ( .750" Max wall thickness)
- P-3 1,600° F - 2,100° F ( .50" Max wall thickness)
- P-4 1,600° F - 2,100° F ( .50" Max wall thickness)
- P-5A 1,600° F - 2,100° F ( .50" Max wall thickness)
- P-5B 1,650° F - 1,950° F ( .50" Max wall thickness)
- P-8 1,400° F - 2,100° F
Note: For any p numbers not listed above we will follow customer requirements.
Note: When wall thickness exceeds what is noted above heat treatment will be performed in a furnace to better control the holding time.
Material Hardness Requirements
| Material | P Number | Maximum Hardness |
|---|---|---|
| SA 178 A | P1 | 72 HRB |
| SA 178 C | P1 | 75 HRB |
| SA 178 D | P1 | 77 HRB |
| SA 192 | P1 | 75 HRB |
| SA 210 A1 | P1 | 79 HRB |
| SA 210 C | P1 | 89 HRB |
| SA 209 T1 | P3 | 80 HRB |
| SA 209 T1a | P3 | 81 HRB |
| SA 209 T1B | P3 | 77 HRB |
| SA 213 T2 | P3 | 85 HRB |
| SA 213 T9 | P5B | 89 HRB |
| SA 213 T11 | P4 | 85 HRB |
| SA 213 T22 | P5A | 85 HRB |
| SA213 T91 | P15E | 100 HRB |
| SA213 Stainless | P8 | 90 HRB |
As a general rule the hardness is returned to the origianal tube hardness as they were received from the mill.
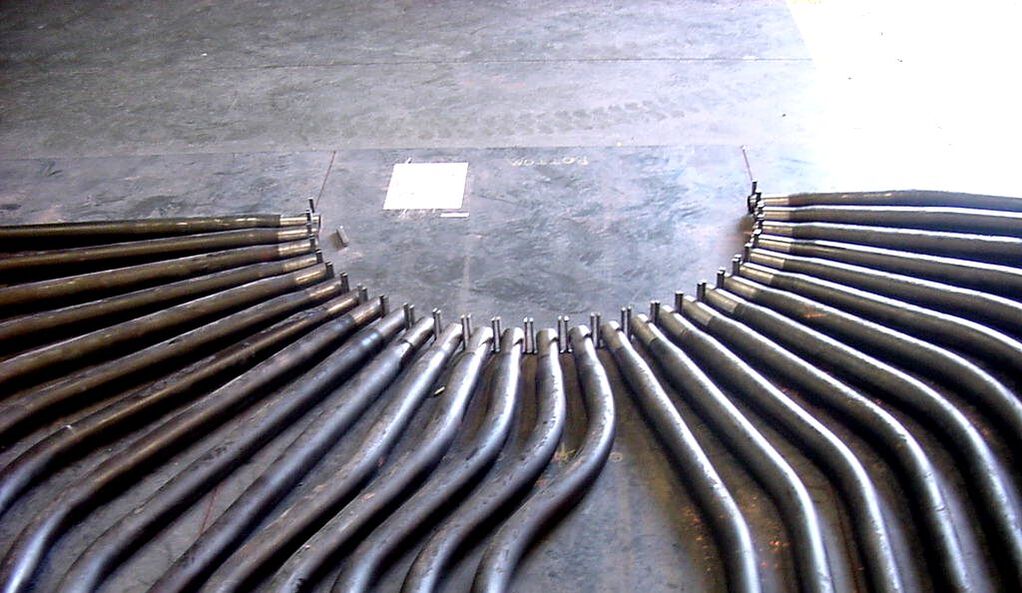
Bent Swaged Boiler Tubes


Metro boiler tube co., Inc provides in house swaging, bending, and welding of your complete boiler bank generating tubes. We have over a half a million feet of the most common sizes and specs of boiler tubing in our inventory allowing for a quick turnaround.

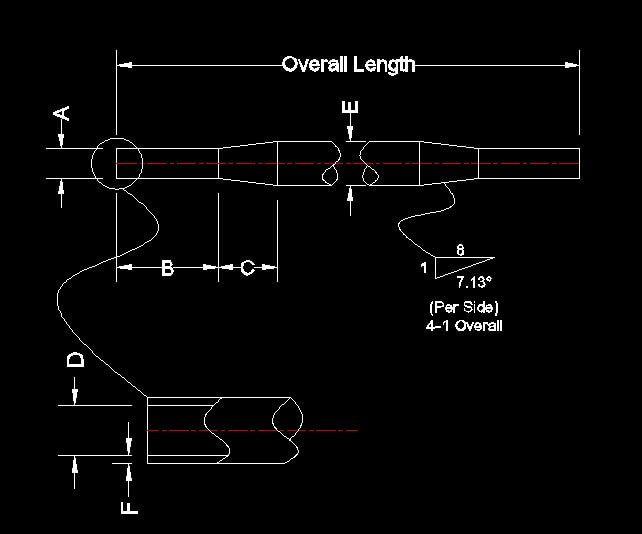
When placing an inquiry we will need the following information:
- Tube OD (Dim E)
- MW (Minimum Wall Thickness)
- Material Spec
- Swage OD (Dim A)
- Swage ID (Dim D) Or Swage Wall Thickness (Dim F)
- Blade Length (Dim B)
- Overall Length
Note: For tubes swaged on both ends please provide dimensions A,B,(D or F) for both "Top" And "Bottom" Ends Note: When providing Dim D (wall thickness) Please note an actual wall thickness is required not a min wall.
Swage Tube inspection
As a shop standard 10% of all swaging will be checked and documented by our Quality Control Department For Swage OD, Swage ID, Wall Thickness, Swage Length, And Hardness. All surfaces shall be checked for burrs and smooth contours inside and out. Upon request our quality inspection can be increased up to 100%.
Swaging Standard Tolerances
- Swage OD: (+/-) 0.012"
- Swage ID: (+/-) 0.010" (Inverse Draw Only)
- Deviation From Concentricity: .0625" Max
Tube Cleaning
All Inverse Drawn swages will have sponges blown through them to remove any excess lubrication each time an end is swaged. If needed the tubes will be steam cleaned to remove any remaining oil and debris.

Polished Swaged Ends
Swaged boiler tube ends can be polished to remove scale and ease in the process of sticking them through the drums. Polished end will have a light coating of oil and 4" vinyl caps would be recommended to prevent corrosion in transit.